")
گالوانیزه کردن (2)

مطالب قبل را از اینجا می توانید مرور کنید.
عمل گالوانیزه
با فروبردن قطعه فولادی یا آهنی تمیز درون مذاب روی، ابتدا روی در اطراف قطعه منجمد می شود، آنگاه با گرم شدن قطعه کار بر اثر انتقال حرارت مذاب به آن، این روی منجمد، مجددا ذوب شده و بر اثر واکنش روی مذاب با سطح قطعه، آلیاژهایی از آهن و روی در سطح قطعه ایجاد می شوند و با خروج قطعه از داخل مذاب، مقداری از روی مذاب که به آن چسبیده از حمام خارج شده و یک لایه تقریبا خالص روی را در سطح خارجی پوشش ایجاد می کند.

در دمای معمولی حمام گالوانیزه، واکنش بین آهن و روی نسبت به زمان به صورت سهموی است یعنی سرعت انجام واکنش ابتدا سریع است، ولی با گذشت زمان به صورت سهموی است یعنی سرعت انجام واکنش ابتدا سریع است، ولی با گذشت زمان این سرعت کاهش می یابد و اگر قطعه مدت طولانی تری درون مذاب قرار گیرد، ضخامت پوشش افزایش زیادی نخواهد یافت.
در دامنه حرارتی 480-520 درجه سانتی گراد و یا در مورد برخی فولادهای ویژه (خصوصا فولادهای پرسیلیس) در دمای نرمال گالوانیزه (450-460 درجه سانتی گراد) واکنش بین آهن و روی نسبت به زمان به صورت خطی می باشد، یعنی ضخامت لایه های آلیاژی با افزایش زمان غوطه وری درون مذاب، افزایش می یابد و واکنش ها تقریبا با همان سرعت اولیه ادامه می یابند. در این حالت کنترل پوشش مشکل تر است.
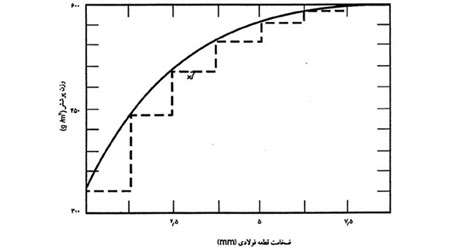
عمل گالوانیزه کردن در دمای 530 تا 560 نیز مرسوم است که در این حالت پوشش نازکی کاملا آلیاژی به رنگ خاکستری فلزی ایجاد می شود. کاربرد این دما، بشتر برای قطعات کار شده، مرسوم است. یکی از نکات بسیار مهم در عمل گالوانیزه، افزایش مینیمم وزن پوشش، با افزایش ضخامت قطعه فولادی است. این امر ناشی از تاثیرات زمان گرم شدن قطعه است.

ترکیب حمام گالوانیزاسیون
درجه خلوص روی مورد مصرف در حمام مذاب اهمیت زیادی ندارد و بدون مشکل می توان از شمش های روی با درجه خلوص کمتر (روی 98-98.5 درصد) نیز استفاده کرد. این شمش ها حدودا دارای 1 درصد سرب و مقادیر کمی کادمیم، قلع، مس و آهن می باشند، برخی از ناخالصی ها ممکن است بر روی ضخامت و ساختار پوشش و به دنبال آن در مقاومت به خوردگی پوشش تاثیر بگذارند.
حد انحلال سرب در مذاب روی حدود 1 درصد می باشد، اما میزان سرب موجود در شمش های روی کمی بیش از این مقدار است. اگر از این نوع شمش ها در حمام گالوانیزه استفاده شود، سرب اضافی آن در کف حمام جمع می شود و موجب می شود تا تفاله های ناخالصی به کف حمام نچسبند و در نتیجه جمع آوری دوره ای این تفاله های را آسان می کند. شمش های روی دارای مقادیر بسیار جزئی آهن و آلومنیم می باشند. معمولا حدود 1 درصد نیکل به مذاب روی می افزایند. حضور این نیکل واکنش میان فولاد با مذاب را کاهش می دهد، خصوصا در مورد فولادهایی که دارای 0.04 - 0.12 سیلیسیم اند.
سانتریفیوژ کردن پس از گالوانیزاسیون
قطعات کوچکی که ممکن است روی اضافی موجود در سطح پوشش، موجب چسبیدن آن ها به یکدیگر یا اختلال در کارایی آن ها به هنگام سرویس شود، در سبدهای مخصوص گالوانیزه می شوند و بلافاصله بعد از خروج از مذاب به داخل دستگاه سانتریفیوژ منتقل و چرخانده می شوند. به این روش گالوانیزه چرخشی نیز گفته می شود. بر طرف شدن روی موجود در سطح قطعه، موجب نازک شدن پوشش باقی مانده روی سطح، نسبت به حالت عادی می شود که این نازک شدن می تواند روی بسیاری از مشخصات پوشش تاثیر بگذارد.
عملیات نهایی گالوانیزه کردن
می توان قطعات را در هوا تا دمای اتاق سرد کرد، اما معمولا قطعات را پس از گالوانیزه شدن درون آب سرد می کنند، تا از لک شدن سطح پوشش بر اثر روانساز اضافه ای که به آن چسبیده است جلوگیری شود. این روانساز اضافی به هنگام خروج قطعه از میان لایه روانساز موجود در روی سطح مذاب، به آن می چسبد. این عمل سرد کردن در آب هم موجب سرد شدن سریع پوشش و جلوگیری از ادامه رشد لایه های آلیاژی بر روی فولاد می شود و هم حمل سریعتر قطعات را ممکن می سازد. برای جلوگیری از ادامه رشد لایه های آلیاژی بر روی فولاد می شود و هم حمل سریعتر قطعات را ممکن می سازد. برای جلوگیری از ایجاد زنگ سفید یا همان لک ناشی از جمع شدن رطوبت، که پس از عمل سرد کردن در آب ممکن است ایجاد شود، می توان به آب مورد استفاده، اسید کرومیک یا نمک های کرومات افزود. برای کاهش واکنش های اولیه ای که به هنگام قرار گرفتن میلگرد در بتن انجام می گیرد، توصیه می شود میل گردها کروماته شوند. بر روی قطعات گالوانیزه ای که قرار است بعدا رنگ شوند، معمولا عملیات فسفاته صورت می گیرد.
گالوانیزه از دید galvanizing.blogfa.com
گالوانیزه یا اعمال پوشش فلز روی بر سطح فولاد به روشهای مختلفی صورت می گیرد که بستگی به شکل قطعه و کاربرد آن روش اعمال آن متفاوت خواهد بود. در دسته بندی کلی گالوانیزاسیون یا گالوانیزه نمودن فولاد به دو روش سرد و گرم صورت می گیرد.
اعمال پوشش فلز روی بر سطح فولاد در حالت سرد به روش های زیر قابل انجام می باشد:
Zinc Plating or Electro Galvanizing اعمال پوشش به روش الکتریکی یا گالوانیزه الکتریکی در این روش با اعمال جریان مستقیم الکتریکی با فرآیند الکترولیز پوشش روی بر سطح قطعه کار که کاتد می باشد اعمال می گردد.